Самый хороший сварочный инвертор. Рейтинг лучших сварочных инверторов. Сборка, пошаговая инструкция.
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть - это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
Большинство современных сварочных аппаратов имеют простую в установке и использовании возможность, которая занимает меньше времени для настройки и обучения. Такая возможность важна для всех пользователей начального уровня. Это означает, что вам не нужно прилагать много усилий для настройки усилителей. Еще одна особенность, которую нужно искать, - начать больше с начала.
Это рука, так как она облегчает начало дуги. Приварная сварка производит пары и дымы, что очень важно, если вы работаете в ограниченном пространстве. Поэтому вы должны обеспечить надлежащую вентиляцию или иметь надлежащее дыхательное устройство. Сварные экраны необходимы, если вы работаете с другими людьми или горючими, так как брызги и искры являются обычными для сварщиков палочек. Вы можете искать современные устройства с функциями безопасности, которые могут уменьшить количество брызг.
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Он предназначен для случайной сварки и небольших задач домашних проектов и процедур технического обслуживания. Устройство также компактно и удобно обрабатывать. Сварщик небольшой, прочный, хорошо и тяжелый. Жалобец имеет степень подрядчика, но ограничивается толщиной сварки.
Проникновение хорошо при полной загрузке усилителя. Этот электрод переносит сварочный ток на работу. Для сварки алюминия самым популярным выбором является, для стали наиболее популярным является. Также имеется ряд вольфрамовых сплавов. Существуют различные размеры вольфрама, которые относятся к мощности сварки, которую вы используете для конкретной работы. Важно использовать правильный размер электрода для сварочной мощности, которую вы собираетесь использовать.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А. Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Важным является подготовка вольфрамового электрода. Конец должен быть заземлен до определенной точки. Новые электроды всегда должны быть подготовлены таким образом. При сварке на алюминии вольфрам начнет формировать шар, это совершенно нормально. При сварке сталь всегда будет оставаться заостренной.
С внедрением новых технологий источника энергии использование чистого вольфрама уменьшается. Чистый вольфрам плавится при более низкой температуре, заставляя его легко образовывать закругленный шар на кончике. Когда мяч становится слишком большим, он мешает вашей способности видеть сварную лужу и заставляет дугу становиться неустойчивой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Сертифицированный вольфрам выдерживает более высокие температуры и отлично работает с новыми прямоугольными и инверторными машинами по следующим причинам. При сварке алюминия, стало очень приемлемым для шлифования точки на керамированном вольфраме. Удерживает точку дольше и хорошо работает при низких токах. . Источник питания, основанный на инверторе, является одним из самых важных технологических достижений сварочной отрасли за последние два десятилетия. Но до этого сварочная работа управлялась трансформаторными машинами.
Инженер по сварке Джейсон Магу кратко обсуждает корни каждого и то, как они отличаются друг от друга. Если вы хотите начать гражданскую войну при сварке, просто спросите группу экспертов по сварке, которая лучше, инвертор или трансформаторная машина. Короткий ответ на этот вопрос: «Это зависит». Однако длинный ответ - это оживленная дискуссия о плюсах, минусах и конкретных применениях машин.
Необходимые детали и инструменты

Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
Потребовалось несколько лет, чтобы работать через различные электрические конструкции, чтобы иметь возможность управлять дугой, что также вызвало необходимость создания покрытых электродов для дуговой сварки, процесс, который обычно называют экранированной дуговой сваркой или сваркой палочкой.
Виды сварки и сварочные аппараты
Во время Первой мировой войны сварка прошла значительные исследования и разработки из-за того, насколько сильно она использовалась при строительстве стальных судов и резервуаров. Имейте в виду, что перед сваркой сталь соединялась с заклепками, ковки и газовой сваркой. С. переживал сварочный и производственный бум.
- набор отверток;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Схема инвертора для сварочных работ
По мере развития индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением могут использоваться для сварки, открывая новый мир возможностей. Многие ранние машины испытывали проблемы с надежностью и находились в центре горячих дебатов относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и проблем с влажностью. Эти проблемы по-прежнему лежат в основе дебатов по внедрению инверторов.
Где резина встречает дорогу
Итак, как именно трансформаторы и инверторы складываются друг против друга? Конечно, инверторы, безусловно, сегодня считаются отраслевым стандартом, но некоторые сварщики по-прежнему предпочитают трансформаторы. Надежность. Это горячо оспариваемая проблема для тех, кто участвует в обсуждении трансформатора и инвертора. Для сравнения, инверторные машины имели лишь небольшую часть того времени - примерно 30 лет, дают или берут. Можно утверждать, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что разрыв между этими двумя странами значительно сократился за последние годы.
Трансформатор

Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.
Многофункциональность. Было время, когда технология трансформаторов в сочетании с технологией инвертора создала то, что считалось конечной сварочной машиной. Однако эта технология была чрезмерно сложной и дорогостоящей. Вскоре специалистам стало ясно, что достижения в области программного обеспечения и электроники открывают новую проблему в мире сварки. Если у вас есть какие-либо сомнения по этому поводу, подумайте о первом компьютере или мобильном телефоне, который у вас есть, и сравните его с тем, что у вас есть сегодня.
Тот же переход произошел в эволюции сварочных машин. Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете настроить практически любую электрическую переменную, которую можно вообразить с помощью программного обеспечения, чтобы создать непревзойденную универсальность. Инверторные машины также намного легче и более переносимы, чем трансформаторные машины. Край касается инверторов относительно универсальности.
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики - это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
При обсуждении сварочных аппаратов мы не можем игнорировать работу дуги и произведенные сварные швы. Если вы являетесь сварщиком, который сваривает только на мягкой стали весь день, каждый день вам не нужно смотреть мимо трансформаторной машины. Тем не менее, мы живем в мире сварки, который требует совершенства сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно сияют.
Поскольку инверторы могут быть запрограммированы, чтобы сделать что угодно, мы теперь видим, как работает импульсная газовая дуговая сварка, а также высококвалифицированная газовая дуговая сварка. Существует мировое открытие для нас с программным обеспечением и современной электроникой, которые действительно изменили то, что может сделать сварочный аппарат.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.3 мм, который наматывают ровно, виток к витку, 100 оборотов.
- Следующий слой - это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0.2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
- Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.
Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 - 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Стоимость. Последняя обычно обсуждаемая цена - это цена. В прошлом инверторные машины были невероятно дорогими. Высокая цена была обусловлена расходами на компоненты, специализированными производственными издержками и инженерными расходами. За последние 15 лет эти издержки сильно изменились, поскольку инверторы вошли в мир производства электроники большого объема. Инверторы начинают становиться менее дорогими, чем машины на основе трансформаторов, хотя они значительно сложнее.
Но до этого сваркой управляли трансформаторные машины. Есть ли еще место для старого среди нового? При рассмотрении стоимости машины обязательно учитывайте следующее. В это время первоначальные затраты на инвестиции для двух, вероятно, примерно равны. По истечении гарантийного срока он стоит больше, чтобы поддерживать инвертор, чем трансформатор. Расходы на простоя. Это обсуждается, потому что эти затраты действительно зависят от того, как машина используется. Некоторые приложения и среды более проблематичны для инверторных машин и способствуют сбоям в работе машины или необходимости ремонта. Например, строжка с инвертором, хотя это возможно, обычно не рекомендуется и оказывает значительное влияние на некоторые компоненты инвертора, что может привести к сбоям. Грязные, пыльные и высокомолекулярные среды могут также создавать сбои в инверторной плате. Хотя некоторые изменения в производстве и дизайне помогают инверторам работать с менее оптимальными условиями, они по-прежнему не столь надежны, как трансформаторные машины для определенных приложений. Качество затрат на сварку. Существует дискуссия о том, являются ли некоторые улучшения качества и производительности, приписываемые инверторным машинам, реальными. Например, многие утверждают, что пульсирование повышает производительность, но другие утверждают, что пульсирование может привести к отсутствию слияния. У обеих сторон дискуссии есть истина. Во многих случаях программное обеспечение и количество переменных, которые могут быть изменены с помощью инверторных машин, опережают общие знания сварки и как наилучшим образом реализовать усовершенствования технологии.
- Первоначальная стоимость покупки.
- Мощность.
- В общем, инверторы используют меньше электроэнергии, чем трансформаторы.
- Затраты на техническое обслуживание.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Следующая диаграмма представляет собой обобщенное мнение, основанное на опыте и большом количестве обсуждений. В дополнение к долговременному хранению рядом с энергетической ячейкой также предлагается кратковременное хранение. Многие поставщики энергии хотели бы получать энергию в сетку.
Для меня важно быстрое обслуживание. Тесное сотрудничество с производителем. Мы используем ноу-хау, приобретенные таким образом, чтобы предоставить нашим клиентам оптимальную поддержку. Все вопросы ноу-хау. Это делает нас специалистами для этих устройств, и мы знаем технологии и особенности.
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера. Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, - самому горячему элементу устройства.
Помощь в обслуживании с ошибкой, с обслуживанием на месте. Мы можем быстро и безосновательно решать возможные проблемы с инвертором. В большинстве случаев мы можем выявлять и исправлять эти ошибки сразу на сайте клиента. Благодаря быстрому обмену печатными платами мы сохраняем доходность, и вам не нужно ждать замены устройства, благодаря быстрой коррекции ошибок!
От 3 кВт солнечных систем - мощность с тремя фазами! При выходной мощности 5 кВт, 6 кВт и 7 кВт эти инверторы дополняют трехфазный ассортимент продукции, который теперь колеблется от полосы пропускания 5-12 кВт. Идеально подходит для жилых и коммерческих фотогальванических установок. Они могут быть приняты во внимание немедленно.
Преобразование тока
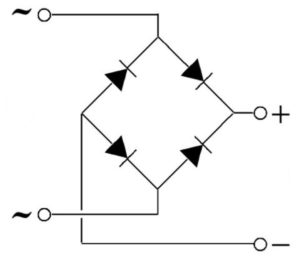
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
Инвертор сварочный своими руками
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.
Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.
Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
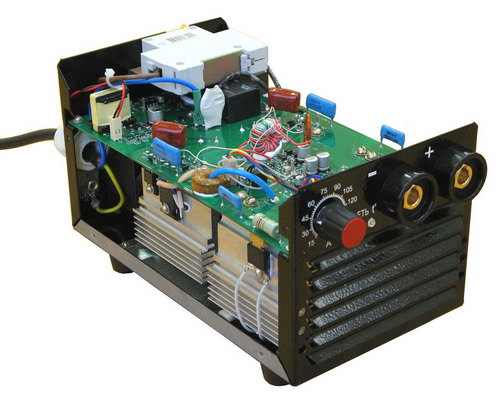
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность. В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.
Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем. Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
Выпрямленный ток пропускается через фильтр из триодов с высокой частотой коммутации, в результате, частота вторичного переменного тока может достигать значения в 50 КГц. Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление. Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.
Преимущества и недостатки
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
- Залипание электрода.
- Отсутствие дуги при пониженном напряжении в сети.
- Пережог или недожог металла.
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами. Оператор имеет возможность регулировать ток в широких пределах.
Недостаток инверторов – это относительно высокая стоимость по сравнению с трансформаторами, но учитывая имеющиеся преимущества, он полностью нивелируется. Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.

Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.
- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.
Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
- Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
- Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
- Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
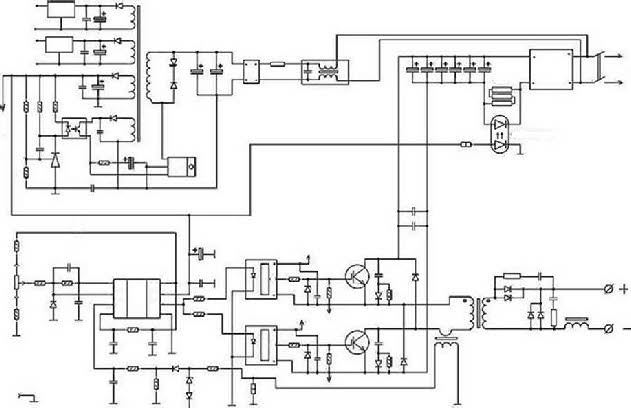
Электросхема сварочного инвертора
Настройка аппарата
После сборки аппарата необходима дополнительная настройка для получения корректных значений сварочного тока и напряжения:
- Подается сетевое напряжение, на плату и привод вентилятора.
- Необходимо дождаться полной зарядки силовых конденсаторов, затем проверить работу реле, убедившись что напряжение на токоограничивающем резисторе, установленном в цепи конденсаторов отсутствует, после чего замкнуть его.
- При помощи осциллографа определяется значение тока вырабатываемого инвертором, для чего замеряется периодичность импульсов, поступающих на обмотку трансформатора.
- Проверяется режим сварки на блоке управления, для чего вольтметр подключают к выходу усилителя осциллографа. В маломощных инверторах, значение напряжения достигает около 15 вольт.
- Проверяется работа выходного моста, путем подачи напряжения 16 вольт от блока питания. Следует помнить, что в режиме холостого хода, потребление блока составляет около 100 мА и это необходимо учитывать при проведении измерений.
- Тестируется работа с силовыми конденсаторами. Напряжение изменяют со значения 16 вольт на 220. Осциллограф подключают к выходным транзисторам и контролируют амплитуду сигнала, она должна быть идентичной с той, что была на испытаниях с пониженным напряжением.
Обслуживание и ремонт
Для сборки, обслуживания и необходимо иметь достаточный уровень электротехнических знаний. При отсутствии таковых и необходимости ремонта, пользователь может производить лишь текущее обслуживание:
- Чистка аппарата от пыли – производится пылесосом при открытом корпусе. Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
- Замена предохранителя – защищает схемы аппарата от повреждений при перегрузке и коротких замыканиях.
- Ремонт коммутирующих частей на сварочных кабелях.

Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
- Следует помнить, что силовые конденсаторы и транзисторы в схеме инвертора, требуют дополнительных мер безопасности, в частности, обязательного наличия токоограничивающего резистора. Подача тока без него может привести к взрыву.
- Не следует удлинять сварочные кабели, их длина не может превышать 2,5 метра.
 Скачать бесплатно разлинованные листы
Скачать бесплатно разлинованные листы Как заблокировать телефон, чтобы вам не звонили
Как заблокировать телефон, чтобы вам не звонили Как узнать номер своего номера Киевстар?
Как узнать номер своего номера Киевстар?